Наталья Коршевер - Работы по металлу
Здесь можно купить и скачать "Наталья Коршевер - Работы по металлу" в формате fb2, epub, txt, doc, pdf. Жанр: Техническая литература, издательство Вече, год 2005. Так же Вы можете читать ознакомительный отрывок из книги на сайте LibFox.Ru (ЛибФокс) или прочесть описание и ознакомиться с отзывами.
Название:
Работы по металлу
Автор:
Издательство:
неизвестно
Жанр:
Год:
2005
ISBN:
5-9533-0541-9, 978-5-9533-0541-9
Скачать:





Вы автор?
Книга распространяется на условиях партнёрской программы.
Все авторские права соблюдены. Напишите нам, если Вы не согласны.
Все авторские права соблюдены. Напишите нам, если Вы не согласны.
Как получить книгу?
Оплатили, но не знаете что делать дальше? Инструкция.
Описание книги "Работы по металлу"
Описание и краткое содержание "Работы по металлу" читать бесплатно онлайн.
Эта книга поможет тем, кто хочет освоить некоторые виды слесарных работ для решения таких проблем, как ремонт сантехники, бытовой техники и транспортных средств. А желающие создавать красивые вещи интерьера своими руками получат полезные советы по технике декоративной обработки металлов, включающей чеканку, ковку металла, художественное литье и основы литейного дела. С помощью этой книги читатели смогут овладеть тонкостями этих увлекательных ремесел.
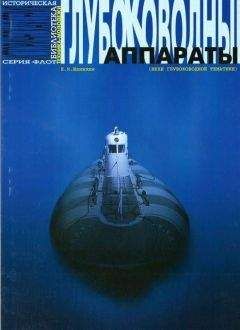
Рис. 4 (продолжение). Рубящий инструмент: в – канавочники; г – шаблон для контроля заточки.
Режущее лезвие слесарного зубила (рис. 4, а) имеет форму клина. Лезвие и боек должны быть закалены и отпущены. Боек зубила представляет собой усеченный конус с полукруглым основанием. Это сделано для того, чтобы удар молотка всегда приходился по центру бойка. Длина зубила обычно 100–200 мм, ширина лезвия от 5 до 52 мм. Чем острее оно заточено, тем меньшая сила удара требуется для рубки металла. Однако нужно иметь в виду, что твердые и хрупкие металлы требуют большего угла заточки, а не меньшего. Другими словами, твердые металлы рубятся лезвием с более тупым углом заточки. Так, для рубки бронзы, чугуна, твердой стали и других твердых материалов необходим угол заточки лезвия в 70°. Сталь средней твердости нужно рубить зубилом с углом заточки в 60°. Мягкие материалы – медь, латунь – можно рубить при угле заточки в 45°. Очень мягкие материалы – такие, как алюминиевые сплавы и цинк, – требуют угла заточки в 35°.
Для вырубания узких канавок и пазов применяется разновидность зубила с более узкой режущей кромкой. Этот инструмент называется крейцмейселем (рис. 4, б). Техника и величина угла заточки рабочей поверхности крейцмейселя для рубки различных по твердости материалов аналогичны заточке зубила.
Смазочные канавки во вкладышах и втулках подшипников удобнее всего вырубать канавочниками (рис. 4, в). Их главное отличие от зубила и крейцмейселя – изогнутая кромка режущей части.
Качество и быстрота работ по рубке металла зависит от заточки рубящего инструмента.
Для того чтобы произвести операцию заточки зубила или крейцмейселя, слесарю потребуется точильный станок и несложный шаблон. Для этого можно использовать любой достаточно мощный электромотор, на оси которого есть возможность закрепить съемные точильные круги (поскольку инструменты для рубки изготавливаются из инструментальной стали – углеродистой, легированной и быстрорежущей, то желательно использовать круги из электрокорунда зернистостью 40, 50 или 63 на керамической связке). Шаблон представляет собой брусок металла небольшой толщины, с вырезанными в нем пазами, составляющими углы в 35, 45, 60 и 70° (рис. 4, г).
Во время заточки зубило должно быть расположено под углом 30–40° к периферии круга. Перемещать его по всей ширине круга следует с легким нажимом, периодически переворачивая то одной, то другой стороной – этим достигается симметричность режущих граней и равномерность заточки. Боковые грани подтачиваются таким образом, чтобы они после заточки кромки оставались плоскими, одинаковыми по ширине и имели один угол наклона.
После каждого соприкосновения лезвия зубила с точильным кругом его следует опускать в воду для резкого охлаждения (в противном случае, при постепенном охлаждении, лезвие может потерять свои рубящие свойства).
Заусенцы, оставшиеся на лезвии после заточки, необходимо снять мелкозернистым абразивным бруском.
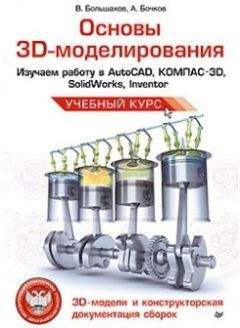
Для ручной резки металла различной толщины и конфигурации сечения можно использовать ножовку, лобзик, ножницы и труборез (рис. 5).
Рис. 5. Инструменты для резки металла: а – ножовка; б – лобзик; в – ручные ножницы; г – силовые ножницы; д – труборез.
Ручные ножницы (рис. 5, в) применяются для резки листовой и полосовой стали толщиной до 0,5 мм и листов латуни и дюралюминия толщиной до 1,5 мм. Металл большей толщины (до 2,5 мм) можно резать с использованием силовых ножниц (рис. 5, г).
Для резки толстых листов полосового или профильного металла, для вырезания заготовок по контуру служат ножовка по металлу (рис. 5, а) и лобзик (рис. 5, б), состоящие из рамки (станка) и полотна. Полотна для ножовок и лобзиков изготавливаются из углеродистой или закаленной стали; их зубья имеют клиновидную форму; габаритные размеры – 150–300 х 10–25 х 0,6–1,2 мм. Зубья полотен могут быть крупными и мелкими, с шагом между собой от 0,8 до 1,5 мм (при этом для разрезания листового железа используются полотна с шагом между зубьями в 0,8 мм; для тонкостенных труб, тонкого профильного металла – 1 мм; для профильного стального проката, труб и цветных металлов – 1,25 мм; для чугуна и мягкой стали – 1,2–1,5 мм).
Кроме того, во избежание заклинивания полотна в заготовке производится развод зубьев – по одному или группами; они поочередно отгибаются в разные стороны.
Несмотря на свою внешнюю похожесть, лобзик и ножовка имеют два очень существенных различия: во-первых, размер лобзика значительно меньше размера ножовки и, соответственно, для него используются полотна меньших габаритных размеров с более мелкими зубьями, поэтому лобзик применяется для вырезания деталей сложной конфигурации из листового металла; во-вторых, зубья полотна ножовки направлены от ручки, а зубья полотна лобзика – к ручке.
Для того чтобы разрезать трубу и при этом получить линию разреза, строго перпендикулярную к ее стенкам, предназначен ручной труборез. Он состоит из стальной скобы, винтового зажима и трех дисковых резцов, один из которых подвижный (для настройки трубореза под различные диаметры труб).
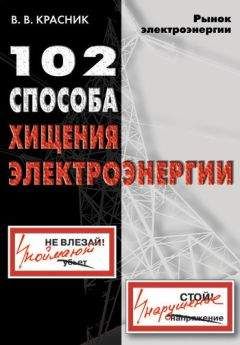
Для правки, гибки металла, для нанесения ударов по рубящим инструментам в мастерской должны присутствовать ударные инструменты – различные молотки.
Прежде всего молоток со стальной рабочей частью; используется он в основном для нанесения ударов по зубилу при операции рубки металла; вес такого молотка может колебаться от 50 до 1000 г (молоток весом 50–200 г применяется при разметке; весом свыше 200 г – при рубке, причем на каждый миллиметр рабочей поверхности зубила должно приходиться по 30–40 г веса молотка, а крейцмейселя – по 80 г).
Рис. 6. Слесарные молотки: а – молоток с круглым бойком; б – молоток с квадратным бойком.
Помимо стального молотка, может пригодиться комбинированный: боек этого молотка выполнен из мягкого металла (меди, алюминия). А используется он при выполнении операций, во время которых рабочая поверхность молотка входит в непосредственное соприкосновение с деталью, например при правке металла. Такой молоток требует периодической замены бойка, когда он срабатывается (мнется, сплющивается и т. д.).
Еще один вид комбинированного молотка предназначен для очистки поверхности металла от окалины, лака, краски, шпатлевки. На конце рукоятки такого молотка имеется скребок в виде лопатки, а на одном из бойков гайкой привернута прядь тонкой проволоки (своеобразная металлическая щетка).
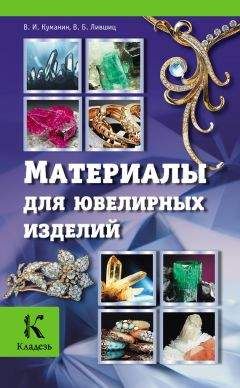
И наконец, последний вид молотка, который следует иметь в своей домашней мастерской, – молоток из древесины. Он используется при изготовлении и выравнивании деталей из листового металла (рис. 7).
Рис. 7. Использование деревянного молотка для выравнивания листового металла.
Деревянный молоток, а также рукоятки всех остальных, рекомендуется изготавливать из древесины твердых, но упругих пород – березы, дуба, рябины.
При производстве слесарных работ очень часто используются резьбовые соединения, следовательно, необходимо иметь приспособления для нарезания резьбы (рис. 8), как внутренней, так и наружной.
Рис. 8. Приспособления для нарезания резьбы: а – набор метчиков; б – вороток для метчика; в – круглая цельная плашка; г – круглая разрезная плашка.
Для нарезания внутренней резьбы используются метчики (рис. 8, а). Эти ручные приспособления могут быть трех-, четырехперовыми и многогранными.
Продаются метчики в наборах из двух штук (черновой и чистовой) для нарезания резьбы с шагом (расстоянием между нитками-витками) до 3 мм или из трех штук (черновой, средний и чистовой) для нарезания резьбы с шагом свыше 3 мм. На всех метчиках заводской штамповкой указан диаметр. Для вращения метчика при нарезании резьбы используется вороток (рис. 8, б) который надевается окном на квадрат метчика.
Для нарезания наружной резьбы применяются плашки (рис. 8, в, г) которые могут быть раздвижными (призматическими) и круглыми (лерки).
Раздвижные призматические плашки представляют собой квадрат, состоящий из двух полуплашек. Они изготавливаются для нарезания дюймовой и трубной резьбы диаметром от 1/8 до 2 дюймов, а для нарезания метрической резьбы – от 6 до 52 мм. В комплект, как правило, входит 4–5 пар. При работе раздвижная плашка вставляется в специальный вороток-плашкодержатель. Для того чтобы получить качественную резьбу без перекосов, хорошо иметь плашкодержатель с направляющим кольцом.
Круглые плашки могут быть цельными и разрезными. Стандарт диаметров круглых плашек для нарезания метрической резьбы – от 1 до 26 мм, для нарезания дюймовой и трубной резьбы – от 1/8 до 2 дюймов.
Разрезные круглые плашки имеют боковую прорезь размером от 0,5 до 1,5 мм, что позволяет регулировать диаметр резьбы в пределах 0,1–1,25 мм. Однако вследствие пониженной жесткости таких плашек, нарезаемая ими резьба может иметь неточный профиль. Круглые плашки (подобно раздвижным) во время работы вставляются в специальный вороток-плашкодержатель. Поскольку плашкодержатель для круглых плашек не снабжен направляющим кольцом, в ходе нарезания резьбы нужно следить, чтобы он не создавал перекоса.

На Facebook
В Твиттере
В Instagram
В Одноклассниках
Мы Вконтакте
Подписывайтесь на наши страницы в социальных сетях.
Будьте в курсе последних книжных новинок, комментируйте, обсуждайте. Мы ждём Вас!
Подписывайтесь на наши страницы в социальных сетях.
Будьте в курсе последних книжных новинок, комментируйте, обсуждайте. Мы ждём Вас!
Похожие книги на "Работы по металлу"
Книги похожие на "Работы по металлу" читать онлайн или скачать бесплатно полные версии.


Понравилась книга? Оставьте Ваш комментарий, поделитесь впечатлениями или расскажите друзьям
Уважаемый посетитель, Вы зашли на сайт как незарегистрированный пользователь.
Мы рекомендуем Вам зарегистрироваться либо войти на сайт под своим именем.
Мы рекомендуем Вам зарегистрироваться либо войти на сайт под своим именем.
Отзывы о "Наталья Коршевер - Работы по металлу"
Отзывы читателей о книге "Работы по металлу", комментарии и мнения людей о произведении.