Евгений Банников - Сварка
Здесь можно купить и скачать "Евгений Банников - Сварка" в формате fb2, epub, txt, doc, pdf. Жанр: Руководства, издательство АСТ, Кладезь, год 2014. Так же Вы можете читать ознакомительный отрывок из книги на сайте LibFox.Ru (ЛибФокс) или прочесть описание и ознакомиться с отзывами.
Название:
Сварка
Автор:
Издательство:
неизвестно
Жанр:
Год:
2014
ISBN:
978-5-17-085316-8
Скачать:





Вы автор?
Книга распространяется на условиях партнёрской программы.
Все авторские права соблюдены. Напишите нам, если Вы не согласны.
Все авторские права соблюдены. Напишите нам, если Вы не согласны.
Как получить книгу?
Оплатили, но не знаете что делать дальше? Инструкция.
Описание книги "Сварка"
Описание и краткое содержание "Сварка" читать бесплатно онлайн.
Это прикладное руководство необходимо как начинающим сварщикам, так и мастерам-любителям. В ней собрана вся основная информация для самостоятельной подготовки материалов и работы на сварочном аппарате.
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
г) с возвратно-поступательным движением одной детали.
В результате нагрева и сжатия происходит совместная пластическая деформация. Сварное соединение образуется вследствие возникновения металлических связей между чистыми (ювенильными) контактирующими поверхностями свариваемых заготовок. На сопряженных деталях в месте стыка происходит интенсивный нагрев контактирующих поверхностей. Например, для углеродистых сталей обыкновенного качества температура достигает 900–1350 °C. При достижении температуры сварки процесс трения должен быть резко прекращен.
Окисные пленки на соединяемых поверхностях разрушаются в результате трения и удаляются за счет пластической деформации в радиальных направлениях. Сварка заканчивается естественным охлаждением деталей при повышенном сжимающем осевом усилии.
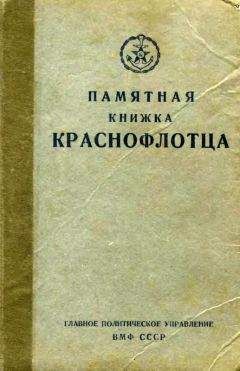
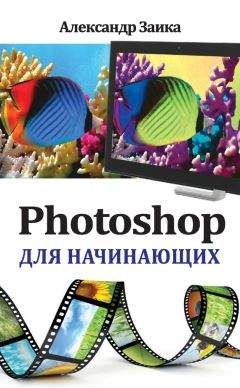
Выделяют несколько типов сварных соединений сваркой трением, которые показаны на рисунке 24:
а) сварка стержней встык;
б) сварка труб встык;
в) сварка встык стержня с трубой;
г) приварка стержня к листу;
д) приварка трубы к листу;
е) приварка стержня к массивной детали.
Основные технологические параметры сварки трением:
• скорость относительного перемещения (вращения) свариваемых поверхностей;
• продолжительность нагрева;
• удельное усилие сжатия заготовок;
• пластическая деформация, т. е. величина осадки;
• площадь сечения и конфигурация заготовки.
Рис. 23.
Схемы сварки трением
Преимущества стыковой сварки:
• высокая производительность;
• высокое и стабильное качество сварного соединения;
• возможность сварки разнородных металлов и сплавов;
• отсутствие вредных выделений;
• высокие энергетические показатели (например, при сварке трением углеродистой стали удельная электрическая мощность равна 15–20 Вт/мм2, а при электрической контактной сварке – 120–150 Вт/мм2);
• высокая скорость соединения деталей (машинное время в пределах 2–40 секунд);
• высокая степень механизации и автоматизации процесса;
• возможность использовать для сварки трением различные типы общепромышленных токарных и сверлильных станков.
Недостатки сварки трением:
• для каждого металла необходимо разрабатывать технологические режимы в зависимости от состава материала и геометрических параметров;
• необходимость контроля момента сварки с последующим прекращением процесса;
• необходим механизм давления для создания осевых усилий сжатия.
Ультразвуковая сварка
Волны, распространяющиеся в упругих средах (газах, жидкостях, твердых телах), называются в физике волнами малой интенсивности. Эти волны вызывают слабые механические возмущения. Звуковые волны, воздействуя на органы слуха, способны вызывать звуковые ощущения, если частоты звуковых колебаний лежат в пределах 16–20 000 Гц. Эта область называется областью слышимых звуков. Упругие волны с частотами 20–100 кГц называются ультразвуковыми.
Рис. 24.
Типы соединений сварки трением
Ультразвук («ультра» означает «сверх») – волнообразно распространяющееся колебательное движение частиц твердых тел, жидкостей и газов, происходящее с частотами более 16 000 колебаний в секунду. В физике принято измерять частоты колебаний в герцах (1 Гц = 1 колебанию в 1 секунду). Ультразвук назван так потому, что основная часть людей не слышит колебания свыше 16 кГц.
Сущность процесса ультразвуковой сварки состоит в том, что при приложении колебаний высокой (ультразвуковой) частоты к свариваемым деталям в них возникают касательные напряжения, вызывающие пластические деформации материала свариваемых поверхностей. В результате механических колебаний в месте соединения металлов развивается повышенная температура, зависящая от свойств материала. Эта температура способствует возникновению пластического состояния материалов и их соединению. В местах сварки образуются совместные кристаллы, обеспечивающие прочность сварного соединения. Таким образом, сварка с применением ультразвука относится к процессам, в которых используют давление, нагрев и взаимное трение свариваемых поверхностей. В этом способе сварки тепловая энергия не подводится извне, а образуется в результате действия сил трения, поэтому ультразвуковая сварка относится к механическому классу. Силы трения возникают в результате действия механических колебаний с ультразвуковой частотой на заготовки, сжатые осевой силой Р.
Механические колебания создаются в специальных преобразователях, которые преобразуют высокочастотные колебания электрического тока в механические колебания рабочего инструмента.
Для этих целей используют магнитострикционный эффект, основанный на изменении размеров некоторых материалов при воздействии на них переменного магнитного поля. Магнитострикция как физический эффект была открыта в 1842 г. Дж. П. Джоулем. Название было дано от латинского слов strictio, что означает сжатие, натягивание. В настоящее время для магнитострикционных преобразователей используют материалы на основе ферромагнитных сплавов.
Переменный электрический ток создает в магнитострикционном материале преобразователя переменное магнитное поле. Изменения размеров магнитострикционного материала происходят при каждом полупериоде тока, т. е. упругие колебания генерируются с двойной частотой относительно частоты переменного тока. Изменения размеров магнитострикционных материалов очень незначительны, Поэтому для передачи к месту сварки механических колебаний, увеличения амплитуды и концентрации энергии колебаний используют волноводы. В большинстве случаев они имеют сужающуюся форму.
В зависимости от конструкции волновода и крепления инструмента в зоне сварки можно получить продольные, поперечные и крутильные колебания инструмента. Их амплитуда обычно бывает в пределах 10–30 мкм.
Мощность генераторов для сварки ультразвуком при рабочей частоте 18–25 кГц составляет от 0,4 кВт и до 5 кВт. Применяются также генераторы с частотами: 44, 66, 88 кГц.
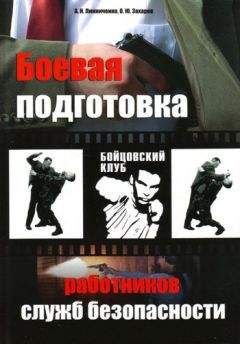
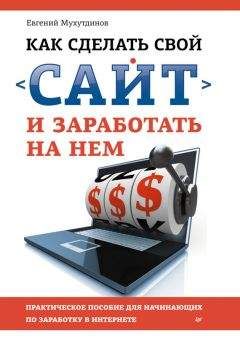
На рисунке 25 показаны различные виды волноводов (концентраторов) для увеличения амплитуды колебаний и передачи их в зону сварки.
Рис. 25. Виды волноводов (концентраторов):
1 – ступенчатый; 2 – конический; 3 – сложной геометрической формы
Стержневой магнитострикционный преобразователь показан на рисунке 26а, он состоит из сердечника 1 и катушки 2. Переменный ток возбуждает в катушке переменное магнитное поле, которое за счет магнитострикционного эффекта в направлении оси сердечника создает упругие напряжения и деформации, т. е. сердечник совершает продольные механические колебания.
Продольные механические колебания, возбуждаемые в преобразователе, подаются на инструмент или преобразуются в другие типы колебаний, обусловленные технологией. Это реализуется изменением конструкции волновода и инструмента.
Устройства для преобразования колебаний показаны на рисунке 26б.
Изгибные колебания получают при помощи волновода продольных колебаний, если к нему присоединить стержень 3, имеющий резонансные размеры по отношению к изгибным колебаниям заданной частоты. Крутильные колебания передаются в зону сварки, например способом, показанным на рисунке 26б.
Рис. 26.
Устройства для преобразования колебаний:
а – с помощью волновода продольных колебаний; б – с помощью волновода крутильных колебаний
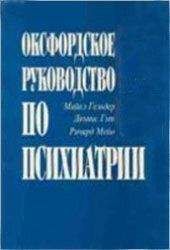
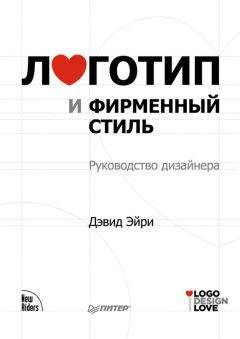
На рисунке 27 показана принципиальная схема ультразвуковой сварки. При сварке ультразвуком свариваемые заготовки размещают на опоре 6. Наконечник рабочего инструмента 2 соединен с магнитострикционным преобразователем 4 через трансформатор продольных колебаний, представляющий собой вместе с рабочим инструментом 2 волноотвод 3. Нормальная сжимающая сила Р создается моментом М в узле колебаний.
Рис. 27.
Принципиальная схема ультразвуковой сварки:
1 – свариваемые детали; 2 – инструмент; 3 – волновод; 4 – преобразователь; 5 – генератор ультразвуковых колебаний; 6 – опора

На Facebook
В Твиттере
В Instagram
В Одноклассниках
Мы Вконтакте
Подписывайтесь на наши страницы в социальных сетях.
Будьте в курсе последних книжных новинок, комментируйте, обсуждайте. Мы ждём Вас!
Подписывайтесь на наши страницы в социальных сетях.
Будьте в курсе последних книжных новинок, комментируйте, обсуждайте. Мы ждём Вас!
Похожие книги на "Сварка"
Книги похожие на "Сварка" читать онлайн или скачать бесплатно полные версии.


Понравилась книга? Оставьте Ваш комментарий, поделитесь впечатлениями или расскажите друзьям
Уважаемый посетитель, Вы зашли на сайт как незарегистрированный пользователь.
Мы рекомендуем Вам зарегистрироваться либо войти на сайт под своим именем.
Мы рекомендуем Вам зарегистрироваться либо войти на сайт под своим именем.
Отзывы о "Евгений Банников - Сварка"
Отзывы читателей о книге "Сварка", комментарии и мнения людей о произведении.