Евгений Банников - Сварка
Здесь можно купить и скачать "Евгений Банников - Сварка" в формате fb2, epub, txt, doc, pdf. Жанр: Руководства, издательство АСТ, Кладезь, год 2014. Так же Вы можете читать ознакомительный отрывок из книги на сайте LibFox.Ru (ЛибФокс) или прочесть описание и ознакомиться с отзывами.
Название:
Сварка
Автор:
Издательство:
неизвестно
Жанр:
Год:
2014
ISBN:
978-5-17-085316-8
Скачать:





Вы автор?
Книга распространяется на условиях партнёрской программы.
Все авторские права соблюдены. Напишите нам, если Вы не согласны.
Все авторские права соблюдены. Напишите нам, если Вы не согласны.
Как получить книгу?
Оплатили, но не знаете что делать дальше? Инструкция.
Описание книги "Сварка"
Описание и краткое содержание "Сварка" читать бесплатно онлайн.
Это прикладное руководство необходимо как начинающим сварщикам, так и мастерам-любителям. В ней собрана вся основная информация для самостоятельной подготовки материалов и работы на сварочном аппарате.
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Контактная электросварка является высокопроизводительным процессом. Этот вид сварки легко механизируется и автоматизируется. Относительная простота в обслуживании способствует широкому применению контактной сварки в строительстве, автомобилестроении, приборостроении и многих других областях техники и производства.
Стыковая контактная электросварка
Различают следующие способы стыковой сварки (рис. 29а):
• стыковая сварка сопротивлением;
• стыковая сварка оплавлением.
Стыковая контактная сварка сопротивлением – разновидность контактной сварки, при которой заготовки, установленные и закрепленные в стыковой машине, прижимают одну к другой усилием определенной величины, после чего пропускают по ним электрический ток. При нагревании металла в зоне сварки до пластического состояния происходит осадка. Ток выключают до окончания осадки.
Недостаток этого способа в том, что им можно соединять детали малого сечения (до 100 мм2) с простым периметром (круг, квадрат, прямоугольник и т. п.). Детали при этом способе требуют тщательной очистки.
Стыковая сварка оплавлением. При этом способе детали медленно сближают при включенном источнике тока. Соприкосновение поверхностей при медленном сближении приводит к образованию отдельных микроконтактов, через которые протекает ток высокой плотности. Происходит взрывное оплавление микроконтактов. При этом под действием магнитного поля расплавленный и кипящий металл выбрасывается наружу. Последующее сжатие заготовок приводит к образованию сварного шва. Осадку деталей начинают при включенном токе и завершают при выключенном токе. При этом используют непрерывное или прерывистое оплавление места сварки.
Сварка оплавлением имеет преимущества перед сваркой сопротивлением в том, что при оплавлении выравниваются все неровности стыка, а оксиды и загрязнения удаляются. Поэтому не требуется особой подготовки места соединения, можно сваривать детали с сечением сложной формы. Сваркой оплавлением соединяют разнородные металлы – быстрорежущие, углеродистые стали, медь, алюминий.
Наиболее распространенными изделиями, изготовляемыми стыковой сваркой, являются элементы трубчатых конструкций, кольца, колеса, инструмент, рельсы, арматура для строительства.
Точечная контактная электросварка
Заготовки соединяют сваркой в отдельных местах, условно называемых точками.
Размеры и структура точки, определяющие прочность соединения, зависят от различных факторов. Форма и размеры контактной поверхности электродов, сила сварочного тока, время его протекания через заготовки, усилия сжатия и состояния поверхностей заготовок – это основные технологические параметры точечной сварки.
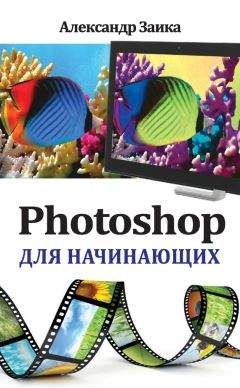
При этом способе соединяемые детали внахлестку расположены под сжимающими электродами. К электродам подводится электрический ток. В момент прохождения тока заготовки нагреваются, особенно быстро нагреваются участки, прилегающие к контакту между электродами. При этом металл расплавляется, и под действием сжимающих усилий капля расплавленного металла сплющивается на стыке «деталь-деталь». В момент образования в зоне сварки расплавленного ядра заданных размеров ток выключают. После выключения тока заготовки кратковременно выдерживают между электродами под действием усилия сжатия, в результате чего происходит охлаждение зоны сварки, кристаллизация расплавленного металла и уменьшение усадочной раковины в ядре сварной точки. Электроды оставляют характерный отпечаток в виде точки.
Точечной сваркой можно сваривать листовые заготовки одинаковой или разной толщины, пересекающиеся стержни, листовые заготовки со стержнями или профильными заготовками (уголками, швеллерами, таврами и т. п.).
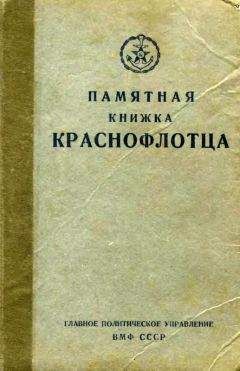
Рис. 30.
Схема точечной электросварки:
а – схема процесса; б – сечение сварной точки; Р – давление сжатия заготовок
Точечную сварку применяют для соединения заготовок из сталей различных марок, а также из цветных металлов и их сплавов толщиной от сотых долей миллиметра до 35 мм.
Сварка, в зависимости от расположения электродов по отношению к свариваемым заготовкам, может быть двухсторонней и односторонней.
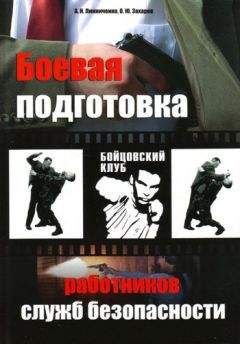
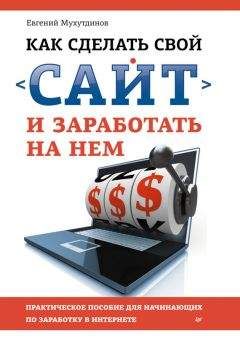
Типы сварных соединений точечной контактной сваркой показаны на рисунке 31.
Точечной сваркой изготавливают штампосварные заготовки – при соединении отдельных штампованных элементов сварными точками, что упрощает процесс изготовления сварных узлов. Точечная сварка широко применяется при производстве автомобилей и в авторемонтных мастерских – при замене элементов кузова.
Рис. 31.
Типы сварных соединений точечной сваркой
Можно выделить рельефную сварку как вид контактной одновременной многоточечной сварки.
Рельефная сварка характерна тем, что на одной из заготовок предварительно изготавливают выступы (рельефы) – круглой, кольцевой, продолговатой или иной формы. Сварку выполняют одновременно по всем рельефам, что обеспечивает высокую производительность процесса.
Основные технологические параметры точечной сварки:
• удельное усилие сжатия – Р (МПа);
• плотность тока – i (А/мм2);
• время протекания тока – t (с).
Шовная (роликовая) контактная электросварка
Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяют прочно-плотным сварным швом, состоящим из ряда точек, перекрывающих друг друга. Электроды имеют вид роликов (дисков) диаметром – 400 мм. Форму рабочей поверхности выбирают в зависимости от толщины, формы и материала свариваемых заготовок. Ролики для сварки делают из токопроводящих материалов, с высокой теплопроводностью, например из меди или специальных сплавов.
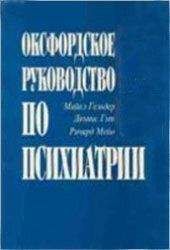
Схема шовной сварки изображена на рисунке 32.
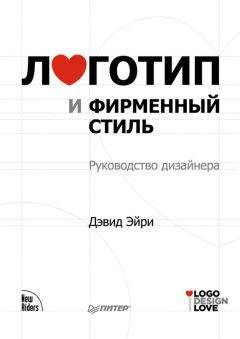
В процессе шовной сварки (рис. 32) листовые заготовки 1 соединяют внахлестку, зажимают между роликами-электродами 2 и пропускают ток сварки от трансформатора 3. При движении роликов по заготовкам образуются перекрывающие друг друга точки, в результате чего образуется сплошной герметичный шов. Шовную сварку, так же как и точечную, можно получить при одностороннем и двухстороннем расположении электродов.
Циклограмма процесса шовной сварки бывает с прерывистым или с непрерывным включением тока.
Рис. 32.
Схема шовной сварки и разрез сварного шва:
1 – заготовки; 2 – ролики;
3 – сварочный трансформатор;
Р – усилие сжатия
Толщины свариваемых листов металла составляют – 0,3 мм. Шовной сваркой выполняют те же типы сварных соединений, что и точечной сваркой, но используют для получения герметичных швов.
Шовную сварку применяют в массовом производстве для изготовления различных сосудов, баков и т. п.
Диффузная сварка
Диффузией называется явление самопроизвольного проникновения и перемешивания частиц двух соприкасающихся газов, жидкостей или твердых тел. Происхождение слова от латинского diffusio означает распространение, растекание, рассеивание. С точки зрения физики это неравновесный процесс, вызываемый молекулярным тепловым движением и приводящий к установлению равновесного распределения концентраций внутри фаз. В результате диффузии происходит выравнивание химических потенциалов компонентов смеси.
Микроскопическая теория диффузии атомов, основанная на механизме перескоков атомов по вакансиям (свободным местам), была развита Я. И. Френкелем.
Замещение атомов кристаллической структуры вакансиями связано с возможностью перехода их через потенциальный барьер. Предполагается, что после перехода атома на свободное место (вакансию) он, благодаря сильному взаимодействию его с соседними атомами, успевает отдать часть энергии, прежде чем вернется на свое место.
Процесс диффузии в твердых телах может осуществляться несколькими способами:
• обмен местами атомов кристаллической структуры с ее вакансиями;
• перемещение атомов по междоузлиям;
• одновременное циклическое перемещение нескольких атомов;
• обмен местами двух соседних атомов.
При образовании твердых растворов замещения преобладает обмен местами атомов и вакансий. Диффузию принято выражать через коэффициент диффузии D:

На Facebook
В Твиттере
В Instagram
В Одноклассниках
Мы Вконтакте
Подписывайтесь на наши страницы в социальных сетях.
Будьте в курсе последних книжных новинок, комментируйте, обсуждайте. Мы ждём Вас!
Подписывайтесь на наши страницы в социальных сетях.
Будьте в курсе последних книжных новинок, комментируйте, обсуждайте. Мы ждём Вас!
Похожие книги на "Сварка"
Книги похожие на "Сварка" читать онлайн или скачать бесплатно полные версии.


Понравилась книга? Оставьте Ваш комментарий, поделитесь впечатлениями или расскажите друзьям
Уважаемый посетитель, Вы зашли на сайт как незарегистрированный пользователь.
Мы рекомендуем Вам зарегистрироваться либо войти на сайт под своим именем.
Мы рекомендуем Вам зарегистрироваться либо войти на сайт под своим именем.
Отзывы о "Евгений Банников - Сварка"
Отзывы читателей о книге "Сварка", комментарии и мнения людей о произведении.