Евгений Банников - Сварка
Здесь можно купить и скачать "Евгений Банников - Сварка" в формате fb2, epub, txt, doc, pdf. Жанр: Руководства, издательство АСТ, Кладезь, год 2014. Так же Вы можете читать ознакомительный отрывок из книги на сайте LibFox.Ru (ЛибФокс) или прочесть описание и ознакомиться с отзывами.
Название:
Сварка
Автор:
Издательство:
неизвестно
Жанр:
Год:
2014
ISBN:
978-5-17-085316-8
Скачать:





Вы автор?
Книга распространяется на условиях партнёрской программы.
Все авторские права соблюдены. Напишите нам, если Вы не согласны.
Все авторские права соблюдены. Напишите нам, если Вы не согласны.
Как получить книгу?
Оплатили, но не знаете что делать дальше? Инструкция.
Описание книги "Сварка"
Описание и краткое содержание "Сварка" читать бесплатно онлайн.
Это прикладное руководство необходимо как начинающим сварщикам, так и мастерам-любителям. В ней собрана вся основная информация для самостоятельной подготовки материалов и работы на сварочном аппарате.
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Инструментальные легированные стали
В легированных инструментальных сталях одна цифра в начале марки указывает на среднее содержания углерода в десятых долях процента. Например, сталь 7ХЗ означает, что углерода содержится примерно 0,7 %, хрома примерно 3 %.
Также при содержании углерода 1 % и более цифру, указывающую содержание углерода в марке, опускают. Например, ХВГ означает, углерода в стали более 1 %, остальных легирующих элементов – хрома, ванадия, марганца – около 1 %.
Стали специального назначения (особовысококачественные)
Некоторые группы сталей содержат дополнительные обозначения, характеризующие тип или группу сталей.
Например, буквы, стоящие впереди марки, означают:
А – автоматные стали (для скоростной обработки на автоматных станках);
Ш (ШХ) – шарикоподшипниковые стали (если буква ставится впереди марки);
Ш – сталь электрошлакового переплава (если буква ставится в конце марки);
Р – быстрорежущие стали (от англ. «rapid» – быстрый);
Е – магнитные стали;
Э – электротехнические, кремнистые стали.
Сложного состава высоколегированные стали на металлургическом заводе иногда обозначают упрощенно, например, ЭИ482 – сталь производства завода «Электросталь», для исследовательских целей. Иногда обозначают номер разработки стали. Например, сталь 40Х15Н7ГФ2МС или ЭП388.
В сварных конструкциях применяют в основном низко-углеродистые стали.
Глава 5
Сварные соединения и швы
Классификация основных типов сварных соединений
Сварка – это процесс получения монолитного неразъемного соединения материалов за счет необратимых термодинамических процессов превращения энергии и вещества в зоне соединения.
Сварным соединением называется неразъемное соединение деталей, выполненное сваркой.
В конструкциях применяются следующие основные типы сварных соединений:
С: стыковое соединение – это сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
Н: нахлесточное соединение – сварное соединение, в котором сварные элементы расположены параллельно и частично перекрывают друг друга.
Т: тавровое соединение – сварное соединение, в котором торец одного элемента примыкает под углом к боковой поверхности другого элемента.
У: угловое соединение – сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
Когда боковые поверхности сваренных элементов примыкают друг к другу, угловое соединение называют торцовым.
Сварку выполняют при помощи сварных швов.
Сварной шов – этот участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетанием кристаллизации и давления.
С помощью, например, дуговой или газовой сварки можно выполнить стыковой или угловой шов.
Стыковой шов – это сварной шов стыкового соединения.
Угловой шов – это сварной шов углового, нахлесточного или таврового соединения (ГОСТ 2601–84).
В угловых соединениях стыковой шов чаще всего называют торцовым, а в тавровых соединениях – швом с глубоким противлением.
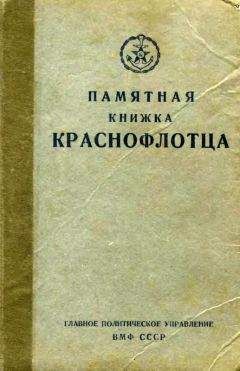
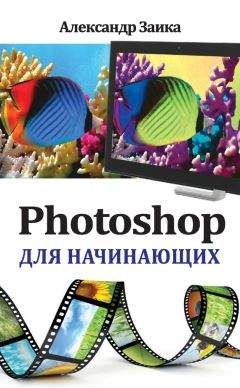
Рис. 39. Виды сварных соединений:
1 – стыковое; 2– нахлесточное; 3 – тавровое; 4 – угловое
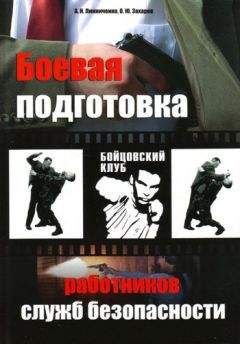
Рис. 40.
Стыковой (а) и угловой (б) сварные швы
Стыковые соединения
Стыковые швы выполняют с разделкой кромок или без разделки кромок.
Стыковые соединения без разделки кромок применяют для листов с толщинами до 12 мм. Кромки листов при этом срезают под прямым углом и при сварке располагают с зазором в 1–2 мм. Листы толщиной до 4 мм сваривают односторонним швом, а 4–12 мм – двухсторонним швом. Стыковое сварочное соединение является наиболее распространенным. Оно имеет высокую прочность при статических и динамических нагрузках. Рационально применять его для соединения листового металла, а также для соединения (стыковки) различных профилей: балок, уголков и т. п.
Разделку кромок для сварки в стык выполняют с целью получения высокопрочного соединения и проварки кромок деталей. По форме кромок разделка соответственно называется: V-образная, К-, Х-, U-образная или с ломанными краями.
Таблица 4
Стандарты на дуговую сварку
Стыковое соединение с V-образной разделкой применяют для сварки металла толщиной 3–60 мм. При этом разделка металла может быть одно– и двухсторонней. При толщинах металла 15–100 мм применяют двухстороннюю V-образную разделку с криволинейным скосом одной или обеих кромок. Стыковые соединения с Х– и К-образными скосами кромок применяют при сварке металла толщиной 8–175 мм. При этом расход электродов и электроэнергии почти в 2 раза меньше, чем при V-образной разделке. Кроме того, такая разделка обеспечивает меньшую деформацию после сварки.
Нахлесточные соединения
Соединение внахлестку применяют при сварке листовых конструкций, разного рода конструкций обшивок, строительных ферм, колонн, мачт и т. п.
Нахлесточные соединения менее прочны, ведут к перерасходу металла. Эти соединения неэкономичны при толщинах металла более 20 мм.
Соединения внахлест применяют при толщинах металла 2–60 мм. Их выполняют наложением одного элемента на другой. Величина перекрытия больше удвоенной суммы толщин свариваемых кромок. Свариваемые поверхности практически не обрабатывают, за исключением зачистки кромок. Листы проваривают с двух сторон, для исключения проникновения влаги в зазор при эксплуатации. Сварку ведут угловым швом.
Тавровые соединения
Тавровые сварные соединения применяют для производства балок, стоек, колонн, каркасов зданий и прочих пространственных конструкций. Тавровые соединения могут быть с подготовкой кромок или без нее. В соединениях без подготовки может быть непровар корня шва. Поэтому такие соединения плохо работают при переменных и ударных нагрузках. Одно– или двухсторонний скос обеспечивает полный провар соединяемых элементов. Эти соединения имеют высокую прочность при любых нагрузках.
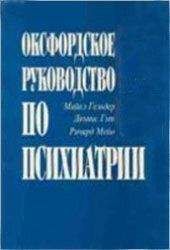
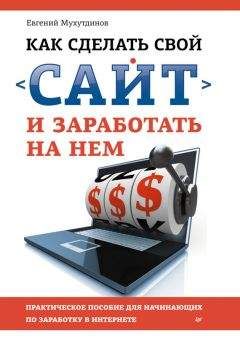
Рис. 41. Основные положения сварных швов в пространстве:
1 – нижнее; 2 – горизонтальное; 3 – вертикальное; 4 – потолочное
Угловые соединения
Как правило, угловые соединения применяют в качестве связующих элементов. Угловые соединения обычно не рассчитывают.
Классификация основных типов сварных швов
Угловые или стыковые сварные швы по положению в пространстве подразделяются (согласно ГОСТ 11969–79) на:
Н, Л – нижнее и в лодочку, соответственно;
Пг – полугоризонтальные;
Г – горизонтальные;
Пв – полувертикальные;
В – вертикальные;
Пп – полупотолочные;
П – потолочные.
По протяженности (рис. 42) различают:
• швы сплошные;
• швы прерывистые (в шахматном порядке, цепные швы).
По отношению к направлению действующих усилий (рис 42б) различают:
• швы продольные;
• швы поперечные;
• комбинированные швы;
• косые швы.
По форме наружной поверхности (рис. 43) стыковые швы могут быть выполнены:
• нормальными (плоскими);
• выпуклыми или вогнутыми.
Выпуклые швы лучше работают при статических нагрузках, а плоские (нормальные) и вогнутые лучше работают при знакопеременных и динамических нагрузках, т. к. нет резкого перехода от основного металла к сварному шву.
По условиям работы сварного узла при эксплуатации изделия сварные швы подразделяют на рабочие, непосредственно несущие нагрузку, и на соединительные (связующие) швы. Связующие швы иногда называют нерабочими швами. Они служат для скрепления частей или деталей. Например, «прихватки» – связующие короткие швы для скрепления деталей перед сваркой.
На чертежах сварные швы в соответствии с ГОСТом 2.312–84 обозначают основными линиями с видимой стороны и штриховыми – с невидимой стороны. К ним подходит односторонняя стрелка с полкой, над которой пишут условное обозначение шва:

На Facebook
В Твиттере
В Instagram
В Одноклассниках
Мы Вконтакте
Подписывайтесь на наши страницы в социальных сетях.
Будьте в курсе последних книжных новинок, комментируйте, обсуждайте. Мы ждём Вас!
Подписывайтесь на наши страницы в социальных сетях.
Будьте в курсе последних книжных новинок, комментируйте, обсуждайте. Мы ждём Вас!
Похожие книги на "Сварка"
Книги похожие на "Сварка" читать онлайн или скачать бесплатно полные версии.


Понравилась книга? Оставьте Ваш комментарий, поделитесь впечатлениями или расскажите друзьям
Уважаемый посетитель, Вы зашли на сайт как незарегистрированный пользователь.
Мы рекомендуем Вам зарегистрироваться либо войти на сайт под своим именем.
Мы рекомендуем Вам зарегистрироваться либо войти на сайт под своим именем.
Отзывы о "Евгений Банников - Сварка"
Отзывы читателей о книге "Сварка", комментарии и мнения людей о произведении.